
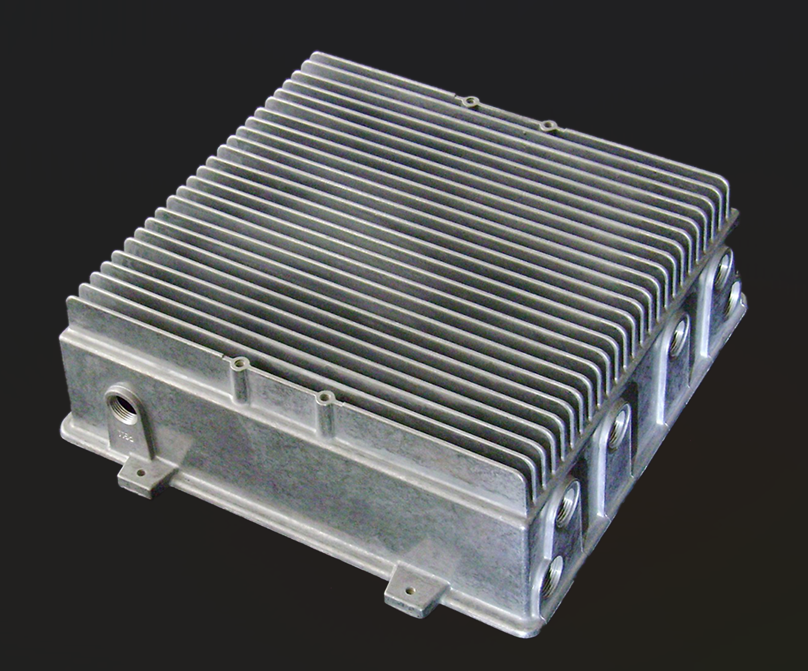
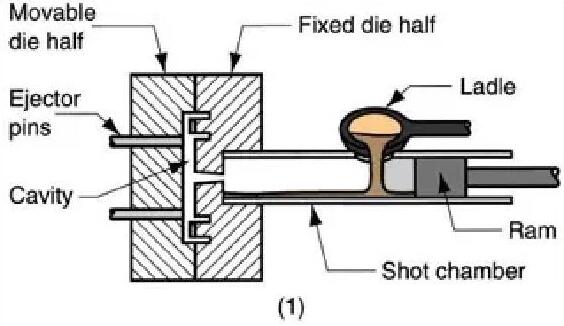
KINGRUN’s diecast heatsink utilizes a cold-chamber die casting process which relies upon a pool of molten metal to feed the die. A pneumatic or hydraulic powered piston forces molten metal into the die. KINGRUN diecast heatsinks are primarily manufactured using aluminum based alloys A356,A380,ADC14).
In the process to manufacture a diecast heatsink, two halves of a die are required in the die casting process. One half is called the “cover die half” and the other is called the “ejector die half”. A parting line is created on the part where the two die halves meet. The die is designed so that the finished casting will slide off the cover half of the die and remain in the ejector half as the die is opened. The ejector half contains ejector pins to push the casting out of the ejector die half. In order to prevent damage to the casting, an ejector pin plate accurately drives all of the pins out of the ejector die at the same time and with the same force. The ejector pin plate also retracts the pins after ejecting the casting to prepare for the next shot.
Heatsink application field
High pressure diecast heatsinks are a cost-effective option for high volume applications that are weight-sensitive and require superior cosmetic surface quality or complex geometries otherwise not achievable in alternative heatsink manufacturing methodologies. Diecast heat sinks are produced in near net shape, require little to no additional assembly or machining, and can range in complexity. Diecast heat sinks are popular in Automotive and 5G telecommunications markets due to their unique shape and weight requirements as well as high volume production needs.
Diecast heatsink casting process
The following are the typical steps in KINGRUN’s die casting process:
• Create the Die mold/mould
• Lubricate the Die
• Fill the die with molten metal
• Ejection from the cover die half
• Shakeout from the ejector die half
• Trimming and then grinding the excess material
• Powder coat, Paint, or Anodize the Diecast Heatsink
Post time: Jun-15-2023




